Détails de conception : paramètres de planification
Cet article décrit les paramètres de planification que vous pouvez utiliser dans Business Central.
Divers paramètres dans la Fiche article, UGS, Configuration stock et Pour désactiver les calculs automatiques de code de niveau faible, désactivez la bascule pages déterminent la façon dont le système de planification contrôle l'approvisionnement en articles. Le tableau suivant explique comment la planification utilise ces paramètres.
| Objectif | Paramètres |
|---|---|
| Définir si l'article est planifié | Méthode de réapprovisionnement = Vide |
| Définir à quel moment réapprovisionner | Compartiment de temps Point de commande Délai de sécurité |
| Définir la quantité à réapprovisionner | Stock de sécurité Méthode de réapprovisionnement : - Qté fixe de réappro. + Quantité de réappro. - Qté maximum + Stock maximum - Commande - Lot pour lot |
| Optimiser à quel moment et quelle quantité réapprovisionner | Période de replanification Période d'accumulation de lot Période tampon |
| Modifier les ordres d'approvisionnement | Quantité minimum commande Quantité de commande maximale Multiple commande |
| Délimiter l'article planifié | Méthode fabrication : - Fabrication pour stock - Fabrication à la commande |
Définir si l'article est planifié
Pour inclure un article ou une UGS dans le processus de planification, vous devez lui affecter une méthode de réapprovisionnement. Sinon, il doit être planifié manuellement, par exemple à l'aide de la Planification des commandes .
Définir à quel moment réapprovisionner
Les propositions de réapprovisionnement ne sont généralement lancées que lorsque la quantité disponible prévisionnelle est inférieure ou égale à une quantité donnée. Le point de commande définit cette quantité. Sinon, il est à zéro. Zéro peut être ajusté en saisissant une quantité de stock de sécurité. Si vous définissez un délai de sécurité, la proposition est livrée dans la période précédant la date d'échéance requise.
La Compartiment de temps le champ est utilisé par les méthodes de point de commande (Qté fixe de commande et Qté maximum). Le niveau de stock est vérifié après chaque intervalle de planification. Le premier intervalle de planification débute à la date de début de la planification.
Remarque
Remarque:
Lorsque la planification calcule les intervalles de planification, elle ignore les calendriers de travail définis dans la Code calendrier de base champ sur la Informations sur la société et Fiche emplacement pages.
Sur l' Configuration stock page, vous devez définir le délai de sécurité par défaut à au moins un jour. La date d'échéance de la demande peut être connue, mais pas l'heure d'échéance. La planification s'effectue à rebours pour satisfaire la demande brute. Si vous ne définissez pas de délai de sécurité, les marchandises pourraient arriver trop tard pour satisfaire la demande.
La Période de replanification, Période d'accumulation de lot, et Période tampon les champs jouent également un rôle dans la définition du moment du réapprovisionnement. Pour en savoir plus, accédez à Optimiser à quel moment et quelle quantité réapprovisionner.
Définir la quantité à réapprovisionner
Si le système de planification détecte la nécessité de réapprovisionner, la méthode de réapprovisionnement détermine à quel moment et la quantité à commander.
Quelle que soit la méthode de réapprovisionnement, le système de planification suit généralement la logique suivante :
- Calculer la quantité de la proposition de commande pour atteindre le niveau de stock minimum de l'article, habituellement la quantité de stock de sécurité. Si rien n'est spécifié, le niveau de stock minimum est zéro.
- Si le stock disponible prévisionnel est inférieur à la quantité de stock de sécurité, un ordre d'approvisionnement planifié en amont est suggéré. La quantité commandée reconstitue la quantité de stock de sécurité. La demande brute peut l'augmenter dans l'intervalle de planification selon la méthode de réapprovisionnement et les modificateurs de commande.
- Si le stock prévisionnel est au niveau ou en dessous du point de commande (calculé à partir des modifications agrégées dans l'intervalle de planification) et au-dessus de la quantité de stock de sécurité, un ordre d'exception planifié en aval est suggéré. La demande brute à satisfaire et la méthode de réapprovisionnement déterminent la quantité commandée. Au minimum, la quantité commandée atteint le point de commande.
- Si davantage de demandes brutes sont dues avant la date de fin de la proposition d'approvisionnement planifiée en aval, et que cette demande ramène le stock disponible prévisionnel actuel sous la quantité de stock de sécurité, la quantité commandée est augmentée pour compenser le déficit. L'ordre d'approvisionnement suggéré est alors planifié en amont à partir de la date d'échéance de la demande brute qui a dépassé la quantité de stock de sécurité.
- Si les boutons Compartiment de temps le champ n'est pas renseigné, seule la demande brute portant la même date d'échéance est ajoutée.
Méthodes de réapprovisionnement
Les méthodes de réapprovisionnement du tableau suivant influencent la quantité de réapprovisionnement. Pour en savoir plus sur les méthodes de réapprovisionnement, accédez à Détails de conception : Gestion des méthodes de réapprovisionnement.
| Méthode de réapprovisionnement | Description |
|---|---|
| Qté fixe de commande | Au minimum, la quantité commandée est égale à la quantité de réapprovisionnement. Vous pouvez augmenter la quantité pour satisfaire la demande ou le niveau de stock souhaité. Cette méthode de réapprovisionnement est souvent utilisée avec un point de commande. |
| Qté maximum | La quantité commandée est calculée pour atteindre le stock maximum. Si des modificateurs de quantité sont utilisés, le stock maximum peut être dépassé. Nous vous déconseillons d'utiliser l'intervalle de planification conjointement avec la quantité maximum. L'intervalle de planification est souvent contourné. Cette méthode de réapprovisionnement est souvent utilisée avec un point de commande. |
| Commande | La quantité commandée est calculée pour satisfaire chaque événement de demande individuel, et l'ensemble demande-approvisionnement reste lié jusqu'à son exécution. Aucun paramètre de planification n'est pris en compte. |
| Lot pour lot | La quantité est calculée pour satisfaire la somme des demandes arrivant à échéance dans l'intervalle de planification. |
Optimiser à quel moment et quelle quantité réapprovisionner
Un planificateur peut affiner les paramètres de planification pour limiter les suggestions de replanification, accumuler la demande (quantité de réapprovisionnement dynamique) ou éviter des actions de planification insignifiantes. Les champs suivants permettent d'optimiser le moment et la quantité à réapprovisionner.
| Champ | Description |
|---|---|
| Période de replanification | Ce champ détermine si le message d'action doit replanifier un ordre existant ou l'annuler et créer un nouvel ordre. L'ordre existant sera replanifié dans une période de replanification avant l'approvisionnement actuel et jusqu'à une période de replanification après l'approvisionnement actuel. Remarque : Ce paramètre ne fonctionne qu'avec la Lot pour lot méthode de réapprovisionnement. |
| Période d'accumulation de lot | Avec la méthode de réapprovisionnement Lot pour lot, ce champ est utilisé pour accumuler plusieurs besoins d'approvisionnement en un seul ordre d'approvisionnement. À partir du premier approvisionnement planifié, le système accumule tous les besoins d'approvisionnement dans la période d'accumulation de lots suivante en un seul approvisionnement, placé à la date du premier approvisionnement. La demande en dehors de la période d'accumulation de lots n'est pas couverte par cet approvisionnement. |
| Période tampon | Ce champ est utilisé pour éviter des replanifications mineures de l'approvisionnement existant dans le temps. Les modifications apportées à la date d'approvisionnement jusqu'à une période tampon à partir de la date d'approvisionnement ne génèrent pas de messages d'action. La période tampon spécifie une période durant laquelle vous ne souhaitez pas que le système de planification propose de replanifier les ordres d'approvisionnement existants en aval. Ce paramètre limite le nombre de replanifications insignifiantes de l'approvisionnement existant à une date ultérieure si la date replanifiée se situe dans la période tampon. Par conséquent, un delta positif entre la nouvelle date d'approvisionnement suggérée et la date d'approvisionnement d'origine est toujours supérieur à la période tampon. |
Remarque
Remarque:
Avec la méthode de réapprovisionnement Lot pour lot, la valeur du Période d'accumulation de lot champ doit être égale ou supérieure à la valeur du Période tampon champ. Sinon, la période tampon est réduite lors de la routine de planification pour correspondre à la période d'accumulation de lots.
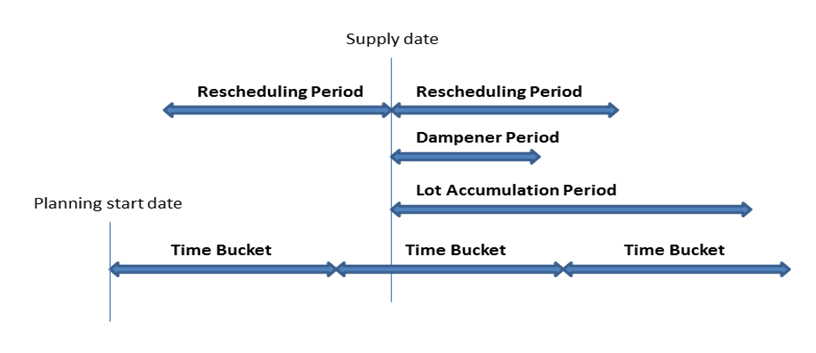
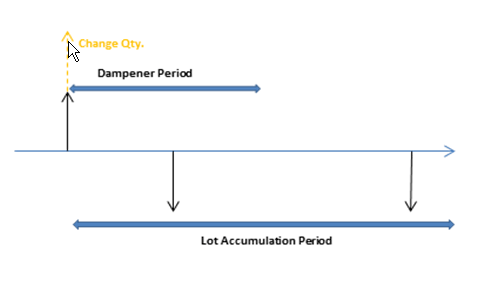
Le calendrier de la période de replanification, de la période tampon et de la période d'accumulation de lots est basé sur une date d'approvisionnement. L'intervalle de planification est basé sur la date de début de la planification, comme illustré dans la figure suivante.
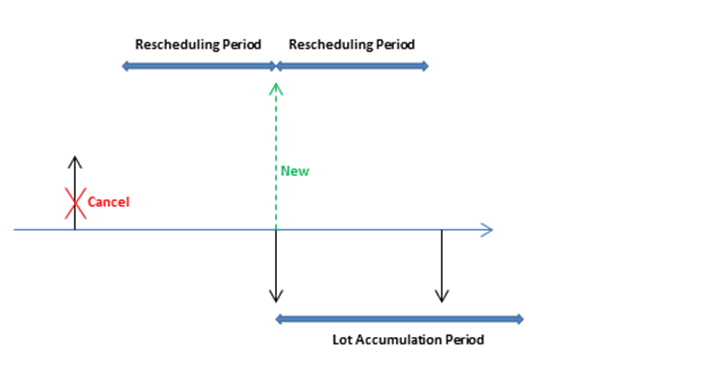
Dans les exemples suivants, les flèches noires représentent l'approvisionnement existant (vers le haut) et la demande (vers le bas). Les flèches rouges, vertes et oranges sont des suggestions de planification.
Exemple 1: La date modifiée est en dehors de la période de replanification, ce qui entraîne l'annulation de l'approvisionnement existant. Un nouvel approvisionnement est suggéré pour couvrir la demande dans la période d'accumulation de lots.
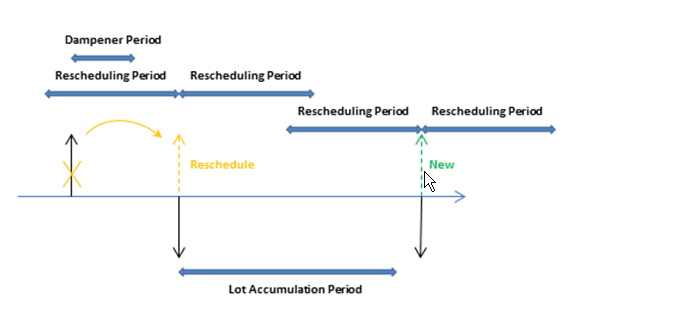
Exemple 2: La date modifiée se situe dans la période de replanification, ce qui entraîne la replanification de l'approvisionnement existant. Un nouvel approvisionnement est suggéré pour couvrir la demande en dehors de la période d'accumulation de lots.
Exemple 3: Il y a une demande dans la période tampon et la quantité d'approvisionnement dans la période d'accumulation de lots correspond à la quantité d'approvisionnement. La demande suivante n'est pas couverte et un nouvel approvisionnement est suggéré.
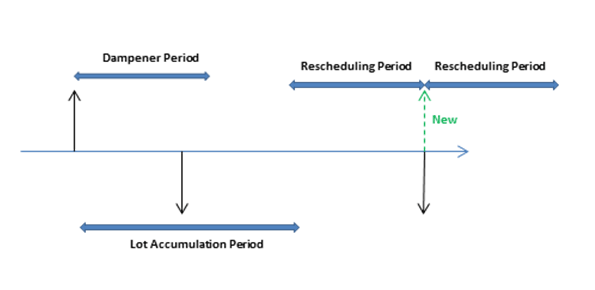
Exemple 4: Il y a une demande dans la période tampon et l'approvisionnement reste à la même date. Cependant, la quantité d'approvisionnement actuelle ne couvre pas la demande dans la période d'accumulation de lots. Une action de modification de quantité pour l'ordre d'approvisionnement existant est suggérée.
Valeurs par défaut : La valeur par défaut du Compartiment de temps champ et les trois champs de période de réapprovisionnement sont vides. Pour tous les champs, à l'exception du Période tampon champ, cela signifie 0J (zéro jours). Si le Période tampon champ est vide, la valeur globale du Période tampon par défaut champ sur la Configuration stock page est utilisée.
Modifier les ordres d'approvisionnement
Lorsque la quantité de la proposition de commande est calculée, un ou plusieurs modificateurs de commande peuvent l'ajuster. Par exemple, la quantité maximum de commande est supérieure ou égale à la quantité minimum de commande, qui est elle-même supérieure ou égale au multiple de commande.
La quantité est réduite si elle dépasse la quantité maximum de commande. Elle est ensuite augmentée si elle est inférieure à la quantité minimum de commande. Enfin, elle est arrondie de façon à correspondre à un multiple de commande spécifié. Toute quantité résiduelle est soumise aux mêmes ajustements jusqu'à ce que la demande totale soit convertie en propositions de commande.
Délimiter l'article
La Méthode fabrication champ sur la Fiche article page définit les autres ordres que le calcul MRP propose.
Si les boutons Fabrication pour stock l'option est utilisée, les ordres concernent uniquement l'article.
Si les boutons Fabrication à la commande l'option est utilisée, le système de planification analyse la nomenclature de production de l'article et crée des propositions de commande liées pour les articles de niveau inférieur également définis comme fabrication à la commande. Ce modèle se poursuit tant qu'il y a des articles de fabrication à la commande dans les structures de nomenclature descendantes.
Utiliser des codes de bas niveau pour gérer la demande dérivée
Utilisez les codes de bas niveau pour que la demande dérivée pour les composantes progresse vers les niveaux inférieurs de la nomenclature. Pour en savoir plus sur les codes de bas niveau, accédez à Priorité article / Code de bas niveau.
Vous pouvez affecter un code de bas niveau à chaque pièce dans la structure du produit ou la nomenclature développée. Le niveau d'assemblage final supérieur est désigné comme le niveau 0 - l'article fini. Plus le numéro de code de bas niveau est élevé, plus l'article se trouve bas dans la hiérarchie. Par exemple, les articles finis ont le code de bas niveau 0, et les pièces composant l'assemblage de l'article fini ont les codes de bas niveau 1, 2, 3, etc. Le résultat est la planification des pièces composantes coordonnée avec les besoins de tous les numéros de pièce de niveau supérieur. Lorsque vous calculez un plan, la nomenclature est décomposée dans la feuille planification, et les besoins bruts pour le niveau 0 sont transmis aux niveaux de planification inférieurs sous forme de besoins bruts pour le niveau de planification suivant.
Sur l' Pour désactiver les calculs automatiques de code de niveau faible, désactivez la bascule page, utilisez le Code de bas niveau dynamique activez ce bouton bascule pour spécifier si les codes de bas niveau doivent être immédiatement affectés et calculés pour chaque composante de la structure du produit. Si vous disposez de grandes quantités de données, cette fonction peut avoir des effets négatifs sur les performances du programme, par exemple lors d'un ajustement automatique des coûts. Cette fonction n'est pas rétroactive, il est donc conseillé d'envisager l'utilisation de cette fonctionnalité à l'avance.
En guise d'alternative au calcul automatique qui se produit de façon dynamique lorsque le champ est sélectionné, vous pouvez exécuter le Calculer le code de bas niveau traitement en lot.
Important
Important:
Si vous n'activez pas le Code de bas niveau dynamique bouton bascule, vous devez exécuter le Calculer le code de bas niveau traitement par lots avant de calculer un plan d'approvisionnement (le Calculer le plan traitement par lots).
Remarque
Remarque:
Bien que vous activiez le Code de bas niveau dynamique champ sélectionné, les codes de bas niveau des articles composantes ne sont pas modifiés de façon dynamique si une nomenclature parent est supprimée ou définie comme non certifiée. Cette situation peut rendre difficile l'ajout de nouveaux articles à la fin de la structure du produit, car cela pourrait dépasser le nombre maximum de codes de bas niveau. Par conséquent, pour les grandes structures de produits atteignant la limite de code de bas niveau, vous pouvez exécuter le Calculer le code de bas niveau traitement par lots fréquemment pour maintenir la structure.
Informations connexes
Détails de conception : Gestion des méthodes de réapprovisionnement
Détails de conception : Équilibrage de l'offre et de la demande
Pour en savoir plus, consultez
Trouvez des modules d'apprentissage en ligne gratuits pour Business Central ici